






推荐产品



 公司电话:021-57522756
公司电话:021-57522756移动热线:13671530603
传真号码:021-33275154
邮 箱:lqgyyz@163.com
地 址:上海市川南奉公路9860号
进入二十一世纪以来,世界石化工业逐渐向中国转移,中国已成为世界石化产品生产大国,原油加工能力和乙烯生产能力现居全世界第二位和第三位,而且还在进一步增大。然而由于石化工业中有些介质具有极强腐蚀性,一般的碳钢阀门很快被腐蚀掉,即使是不锈钢阀门,也会被腐蚀。后来人们发明了哈氏合金、蒙乃尔合金、20号合金,解决了石化特殊管道输送难题,因为这些合金中含有大量Ni、Cr、Nb、Ti、Cu、Pt等贵重金属,加上资源有限,影响了石油化工工业的发展。而FEP材质具有很强的抗腐蚀功能,因此广泛应用于石油化工产业中。
FEP衬里阀门最大特点是过流面采用FEP蔽覆,以隔绝钢铁金属与强腐蚀性介质的直接接触。这样既解决了FEP强度低,不能承受高压力的问题,又解决了钢铁材料不耐腐蚀的问题,而且合理地利用了资源,符合国家节能降耗的产业政策,因而得到迅速的发展。在FEP衬里阀门的生产制造中,最重要的是选用合适的FEP原料和制订合理的衬里工艺及模具设计,本文就此问题谈谈粗浅的看法。
一、FEP的材质性能分析
1.通常FEP是指四氟乙烯占83%,六氟丙烯占17%的完全氟化的聚合物,它是为克服PTFE成型加工困难而开发的一种改性新型FEP。
2.FEP是一种直链的高分子化合物,可视为PTFE中一部分与主链碳原子相连的氟原子被三氟甲基(-CF3)取代,分子排列混乱非常不规整,结晶速度缓慢,结晶度最多为40%~47%。它可看作是无规共聚物。熔体的粘度较低,可用一般热塑性塑料的方法对其成型加工,从而克服了PTFE成型困难的缺点。但是FEP的分子中也都是由碳氟两种元素以共价键结合而成,所以它的性能又与PTFE基本相同。
3.FEP外观和手感类似聚乙烯,但相对密度大一倍多;性能与应用类似PTFE,使用温度比PTFE低50℃;硬度及强度较PTFE高,是标准的热塑性塑料。
4.FEP相对密度为2.14~2.17,结晶度随热处理温度不同而有差异,若六氟丙烯占15%~16%的FEP,其熔融温度为288℃,Tg为130℃,长期使用温度为-88~250℃,脆化温度-90℃,分解温度>400℃。FEP的其他性能见表1。
|
性能 |
指数 |
|
拉伸强度/MPa(断裂、23℃) |
18.62~21.56 |
|
断裂伸长率(%) |
250~330 |
|
弯曲弹性模量/MPa |
578.2~656.6 |
|
洛氏硬度R |
25 |
|
体积电阻率/Ω·cm |
1017~1018 |
|
相对介电常数(60~106Hz) |
2.1 |
|
介电强度/Kv·mm-1 |
20~24 |
|
介质损耗因数(106Hz) |
5×104 |
5.FEP是改性的PTFE,除使用温度低于PTFE约50℃外,其他都保持了PTFE的优良性能。它的最大优点是成型加工性能好,可以进行压模、挤出、注射成型等。
6.FEP有优异的性能,但亦存在着加工时热稳定性差、制品易产生开裂等缺点。针对这些缺点,可通过分子结构均匀性的调整,相对分子质量分布的控制,树脂的烘烤,水蒸汽处理,加入中性盐、碱式盐等,使羧基脱羧转化稳定的-CF2H的端基以及严格控制成型加工条件进行改性。亦可以玻璃粉、石墨、二氧化硅共混,制成各种填充制品。
二、FEP几种成型工艺方法
1.FEP的成型加工工艺特性
(1)FEP在熔融状态下的流变性接近非牛顿型,即随着剪切速率γ的增加,表面粘度(ηα)下降。而且随着相对分子质量下降,其溶体粘度也随着变小。溶体流动中的γ超过一定极限,就会产生溶体破碎,使制品显示粗糙的表面,故成型加工时应适当提高料温,并加大流道和浇口的直径。
(2)FEP的粘流温度1MPa为265~278℃,成型加工温度范围窄,成型加工困难。
(3)FEP的熔体粘度较PTFE低,在343~393℃时的熔体粘度为103~104Pa·s,比相同熔融指数的聚乙烯高一些,可用挤出,注射等方法成型。
(4)FEP为半透明的聚合物,静电吸着性很强。容易吸附灰尘和杂质,影响成型加工制品的性能。成型时应加入抗静电剂。
(5)FEP导热系数小,加工时应注意升温速度。考虑其成型加工温度下的腐蚀作用,加工设备应选用铬钢或渗氮高合金钢作为防腐层。
2.FEP的成型加工方法
(1)注射成型:机筒和喷嘴温度为320~400℃,模具温度为200~230℃,注射压力为29.4~137.2MPa。
(2)模压成型:模压成型可制取各种板、棒、层压板和填充制品。加热FEP至290~370℃使其熔融,再冷至150~200℃,在7MPa的压力下,使熔体充满模具,压实、脱模即得制品。
(3)挤出成型:挤出机的螺杆长径比大于15,压缩比为3:1,模口温度315~400℃,压力视制品而异,一般为0.98~17.64MPa。挤出制品的淬火温度为10~20℃
(4)涂覆FEP浓缩水分散液:在FEP的分散液中,加入浓缩剂聚氧乙烯辛烷基酚醚,可用喷涂、刷涂、沸腾浸涂、火焰喷涂等方法,进行涂层施工,再加热塑化。近年来,也开发了FEP的粉末流动床和静电喷涂加工新技术。
三、FEP衬里阀门模压工艺介绍
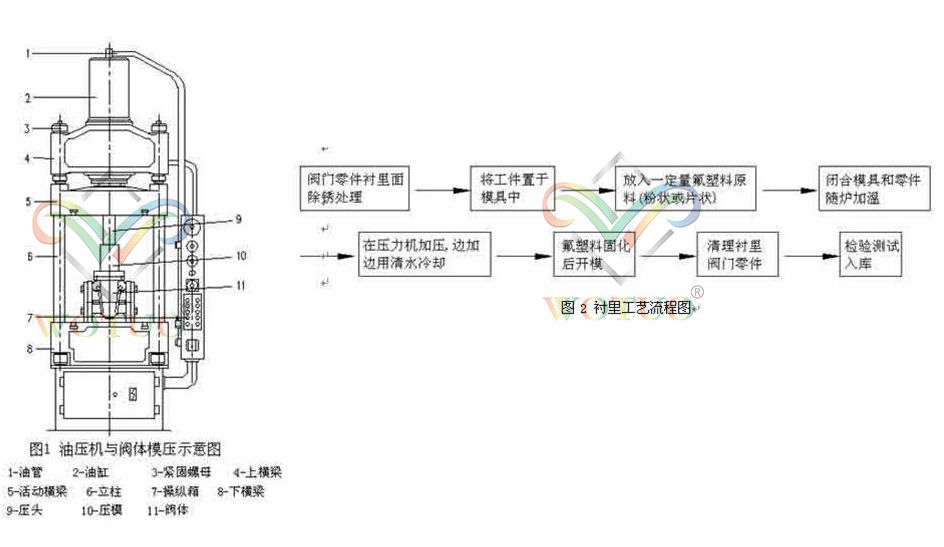
1.模压是FEP衬里阀门制作工艺方法之一(如图1),也是FEP衬里阀门种类中最常用的方法,适合于多品种小批量的生产方式。它是将一定量的FEP(粉状、粒状、纤维状、片状和碎屑状等)放入成型的模腔中,然后闭合,放在加热炉内加热到一定温度,并在压力作用下熔融流动,缓慢充满整个型腔而取得型腔所赋予的形状。随着在模具内塑化、混合和分散,熔体逐渐失去流动性变成不熔的体型结构而成为固体,经冷却到一定温度打开模具,而成为成品,从而完成模压过程。如图2衬里工艺流程图。FEP衬里层的质量主要取决于FEP原料质量、衬里模压工艺和模具的设计。
2.FEP衬里阀门在衬里前的处理很重要,衬FEP之前,应将受衬面毛刺、油污清除干净、修磨平整,尽可能使受衬面达到GB8923中规定的St2级,还可以采用机械加工的方法,将受衬面加工出T形槽和螺纹沟槽增加衬里层与基体的结合强度,防止衬里层脱壳。将衬里面内部转角处的棱角锐边倒钝,内圆角R>2mm,外圆角R>3mm,减少应力防止衬里层被锐角刺破。总之,应尽量达到衬里工艺规定的要求。
3.FEP衬里阀门成型质量包括衬塑层的内在质量和外在质量。内在质量包括衬塑层的物理和化学性质及其均匀性;它不仅要求FEP塑料(F46)具有相应的物理和化学性能。在模压过程中,还要注意塑化的温度和压力,正确掌握模压工艺。外在质量包括衬塑层的规整、尺寸、外观和色泽等。衬塑层的外表面质量主要取决于模具的设计和FEP在模具内的塑化、混合和分散的能力。塑化效果的好坏与模具结构以及工艺配方、原料质量和加工工艺条件的控制有直接的关系。解决上述相关问题是提高塑化效果的关键,各项工作(包括原料、模具、工艺等)都应围绕提高FEP塑化效果来进行。
4.FEP塑化成型对温度和压力的要求非常严格,掌握FEP的塑化时间非常重要。塑化时间太短,FEP未成型就已分解交联;若塑化时间太长,则生产效率低,需要很长时间才能固化脱模,生产周期长。在生产中,控制塑化时间的关键因素就是温度和压力。若不能控制好塑化温度和压力,则很可能产生诸如衬里层表面硬度低、表面光亮度不足;衬塑尺寸控制困难;熔接痕难以消除;衬塑层沿FEP流动方向有“鱼鳞”样凸凹不平的有规则的波纹,或表面箭头状波纹等问题。值得一提的是在加压过程中放气次数、放气时间、间隔时间都对衬塑层的外观质量有直接影响,在生产中予以标准化严格控制,并做好生产记录。工艺人员可以在生产前对FEP拟订其塑化曲线,掌握其塑化时间,然后在实践中根据实际情况进行工艺调整。因每种产品的FEP配方、原材料质量、产品质量要求各异,其温度、压力,放气等工艺控制也不尽相同,根据具体情况决定,从而制订出符合本企业的模压工艺规程。
四、结语
本文介绍了FEP的基本性能和模压成型方法,总结了FEP衬里阀门在模压成型过程中容易出现的几种情况,提出了相应的解决方案。